|
一、 焊接式应变计用途及特点
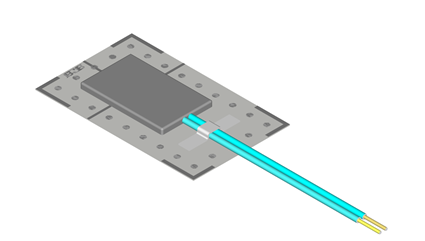
焊接式应变计是一种特殊的电阻应变计,它继承了通用电阻应变计的典型特性,特别适合金属构件的精密应力测量和分析。
我司推出两款焊接式应变计:一款是HCY系列,一款是HKB系列。HCY系列焊接式应变计,使用温度为-30℃~150℃;HKB系列焊接式应变计,使用温度为-30℃~250℃。
焊接式应变计具有以下特点:
点焊安装,即焊即测。
在金属基础体上增加定位标识,方便安装时定位。
在金属基础体上增加了圆形位置标识,保证点焊安装一致性。
对引出线进行了保护固定,保障引线牢固可靠。
改善基底厚度和防护层质量,测试更稳定。
应变计和金属基础体严格匹配,保证其温度性能自补偿和一致性。
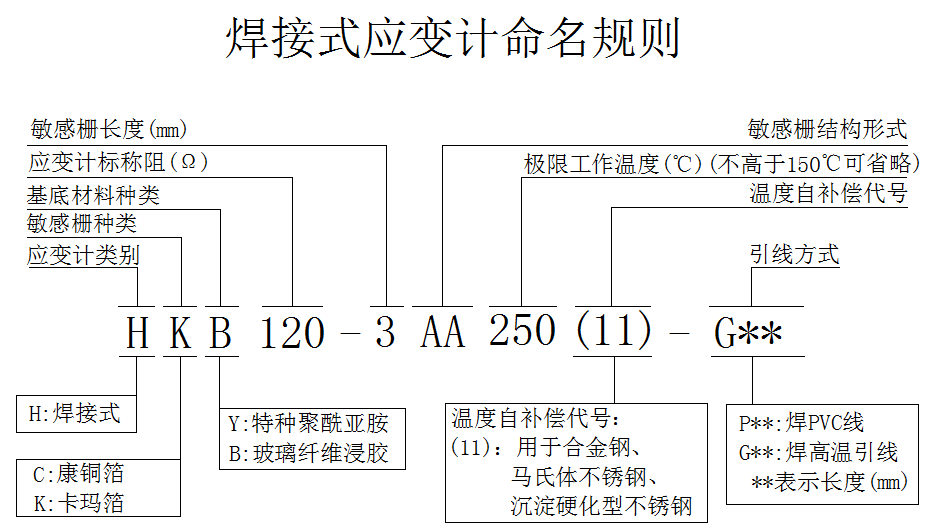
二、 命名规则
三、 技术指标
|
产品类
指标 |
常温焊接式应变计
HCY系列 |
250℃焊接式应变计
HKB系列 |
|
敏感栅材料 |
康铜 |
卡玛 |
|
基底材料 |
特种聚酰亚胺 |
玻璃纤维增强聚酰亚胺 |
|
基础体材料 |
不锈钢 |
不锈钢 |
|
基础体厚度(mm) |
0.1 |
0.1 |
|
典型电阻值(Ω) |
120、350 |
120、350 |
|
电阻值公差 |
≤±0.1% |
≤±0.1% |
|
典型灵敏系数 |
1.80~2.2 |
1.70~2.1 |
|
灵敏系数分散 |
≤±2% |
≤±2% |
|
使用温度范围 |
-30℃~+150℃ |
-30℃~+250℃ |
|
应变极限 |
±3000με |
±3000με |
|
防护方式 |
硅胶防护 |
硅胶防护 |
|
安装方式 |
点焊安装 |
点焊安装 |
四、 规格尺寸
|
产品形式 |
产 品 型 号 |
应变计尺寸 |
基础体尺寸 |
|
长(L)x宽(W)(mm) |
长(L)x宽(W)(mm) |
|
 |
HCY120-3AA (11)-P** |
6.4x3.5 |
14.6x8.9 |
|
HCY350-3AA (11)-P** |
7.4x4.4 |
14.6x8.9 |
|
HKB120-3AA (11)-G** |
6.4x3.5 |
14.6x8.9 |
|
HKB350-3AA (11)-G** |
7.0x3.8 |
14.6x8.9 |
|
 |
HCY120-3CA (11)-P** |
11.1x11.1 |
18.3x18.3 |
|
HCY350-3CA (11)-P** |
10.9x10.9 |
18.3x18.3 |
|
HKB120-3CA (11)-G** |
11.1x11.1 |
18.3x18.3 |
|
 |
HCY350-3HA-B (11)-P** |
9.5×7.8 |
17.3x12.3 |
|
 |
HCY350-3BB-A (11)-P** |
9.8×6.8 |
17.3x12.3 |
|
HCY120-3BB-A (11)-P** |
8.5×6.5 |
13.7x13 |
|
HKB350-3BB-A (11)-G** |
8.5×6.5 |
13.7x13 |
说明:
1、除表中所列型号外,可按用户要求,来图或样品进行设计、加工。
2、应变计尺寸若有改变,恕不另行通知,请以实物尺寸为准。
一、 安装方法
安装焊接式应变计,一般选用专用的点焊机安装。目前,我公司可提供配套的进口或国产点焊机。
在确定焊接式应变计与被测金属构件的可焊性后,可准备点焊机、电源、打磨清洗等辅助用具,就可以开始焊接式应变计的安装工作了。
① 除锈、除氧化层、除保护膜
首先将应变计所要焊接的位置用砂纸(300~450目)打磨,除去涂漆、锈迹、镀层、氧化层等。同时对焊接式应变计金属基础体背面和上表面边缘进行打磨处理,除去氧化层等污渍,形成新鲜的金属表面,便于可靠焊接。
② 划线定位
在被测金属构件上需要测量的位置,沿预安装的方向做好标记。使用3H以上的硬质铅笔或划线器等标出可见的痕迹作为定位标记。
③ 清洁焊接区
用棉球蘸丙酮或无水乙醇等有机溶剂清洁焊接区表面。在清洁过程中,沿着单一方向擦拭,直至棉球上污渍不明显可见。避免往复擦拭,否则不能有效地清洁焊接区表面。
④ 试焊、调整焊接参数
先用厂商提供的焊接试验片与被测金属构件进行焊接,调试焊接参数。认真阅读点焊机说明书,检查点焊机,保证可靠接地,符合安全使用环境要求,然后打开点焊机电源,设置焊接参数(焊接能量由低到高依次设置和实验)。一般合适的焊接参数,即能满足将焊接试验片牢固焊接在被测试验件上,又无较深的焊接熔核。记录和保持合适的焊接参数,准备正式进行焊接式应变计的正式安装。
⑤ 胶带固定
图[三]
为了准确对位焊接,需要用胶带暂时固定住焊接式应变计。固定时,分清楚焊接式应变计的正反面,应变计正面朝上,目测焊接式应变计的定位标对准 应变计安装位置的定位线,用胶带把焊接式应变计固定在被测金属构件上。然后用点焊机在如图[3]所示的位置点焊1个定位焊点,以便初步固定其位置。位置固定好之后就撕掉胶带,准备下一步正式点焊安装应变计。
① 正式点焊
点焊机输出两个焊枪,一个焊枪夹持在被测构件上,另一个手握焊枪,近似垂直地压在焊接式应变计金属基础体边缘上,略施压力,闭合一次焊接开关,即完成一次焊接。如此这般,顺序点焊,完成整个焊接式应变计的安装。
焊接顺序,如图[4]所示,依次为A1、A2、A3、A4、A5、A6、A7、A8,方向如箭头所示。起始点靠近应变计边的中心,然后依据箭头方向所示按焊点标记进行点焊,焊点痕间距均匀,其焊斑直径约0.8mm。
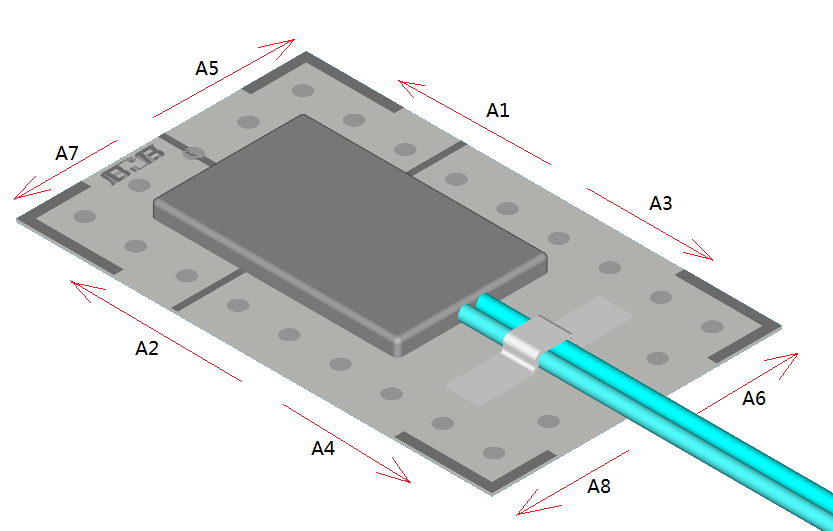
图[4]
② 安装质量检查
安装完成后,检查应变计阻值、绝缘电阻、密封层、防护层、引线等质量。安装质量没有任何问题,就可以开始接线、布线测试或根据需要做进一步的防护处理。
参照以上步骤,就能顺利地完成焊接式应变计的安装。
一、 注意事项
1、焊接式应变计应存储在干燥、阴凉的环境中,防止金属基础体被氧化。
2、在安装焊接式应变计时,必须全面打磨,去除焊接区、点焊区的氧化物、胶膜、污渍等,否则造成焊接强度较低或不良焊接等问题。
3、在点焊安装应变计之前,须先试焊焊接实验片,以便找到合适的焊接参数,保证正式安装应变计时的安装质量。(焊接试验片为与焊接式应变计同厚度同材质的不锈钢片,厂商免费提供1~2片。)
4、点焊机使用一段时间后,焊枪电极会被氧化,需用砂纸或锉刀重新打磨。否则继续使用时,焊枪电极与金属基础体上会出现火花飞溅的情况(伴随强光和较大的声音)。
5、在安装焊接式应变计时,须佩戴防护眼镜和防护手套,以免焊枪电极火花飞溅灼伤眼睛及手臂。
6、使用点焊机安装应变计时,必须保证可靠接地,周围环境无飞溅液体,消除有可能造成电击的危险因素。
7、对焊接式应变计有特殊要求或其他要求时,请与我们及时联系、沟通。
8、灵敏系数与非焊接式应变计相比小10%左右。
七、点焊设备
我公司可提供焊接式应变计点焊设备,设备重约10Kg,方便携带,电源使用AC220V/50Hz。如有需求,请与我们联系。
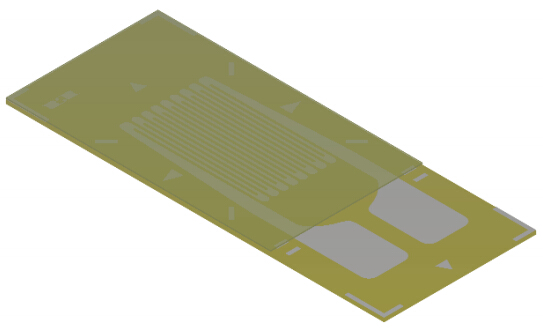
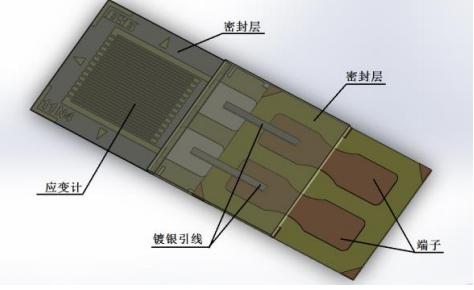
产品改进前后对比图片:
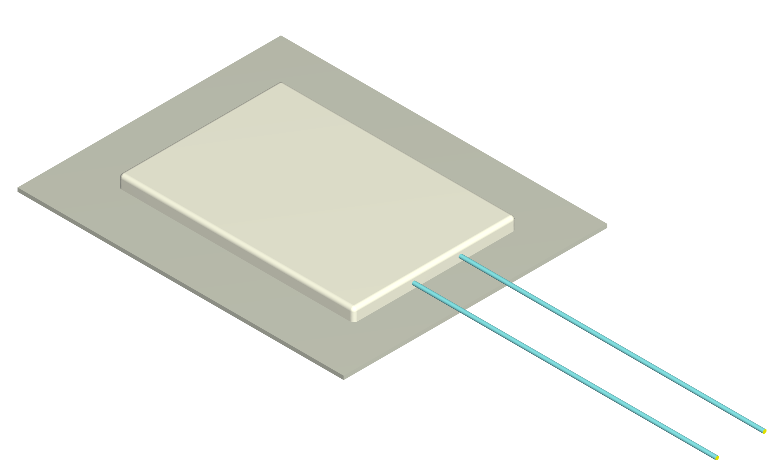 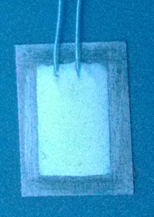
改进前焊接式应变计结构示意图与实物图[5]
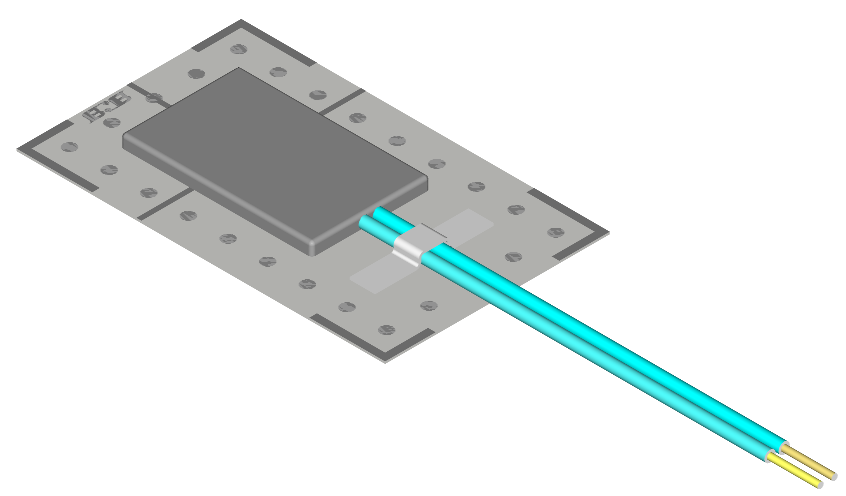 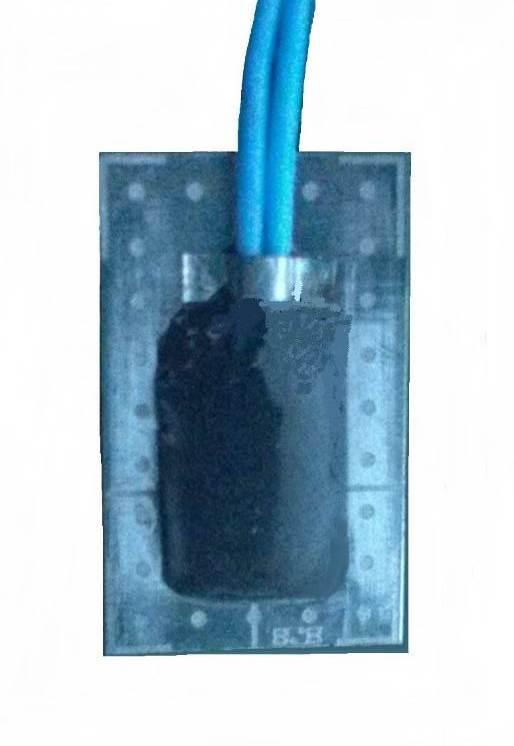
改进后焊接式应变计结构示意图与实物图[6] |